



|
詳細情報 |
|||
| タイプ: | 構造用具の部品、特別型の刃 | 材料: | 100%の処女の炭化タングステン |
|---|---|---|---|
| 生産技術: | 高精度型の粉末や金の鋳造物、上限の機械化 | 超硬合金型: | 機械化、精密およびオートメーション |
| 珪華: | 高い焼結圧力 | 特徴: | 特に形づけられた、高精度の部品 |
| 圧力: | 自動圧力救助の放出装置、 | ||
| ハイライト: | 100%のバージンの注文の炭化タングステン,注文の炭化タングステンの多歯,注文の炭化タングステンの高い焼結圧力 |
||
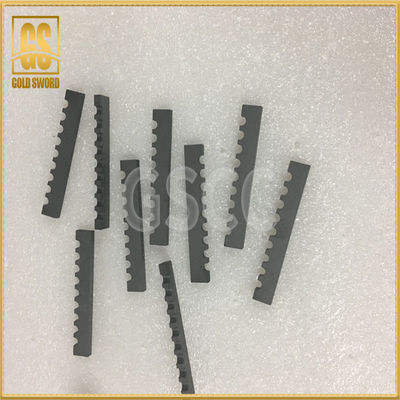
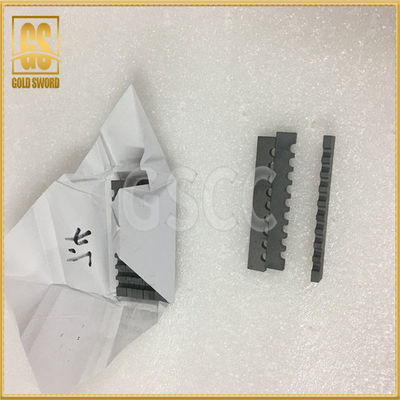
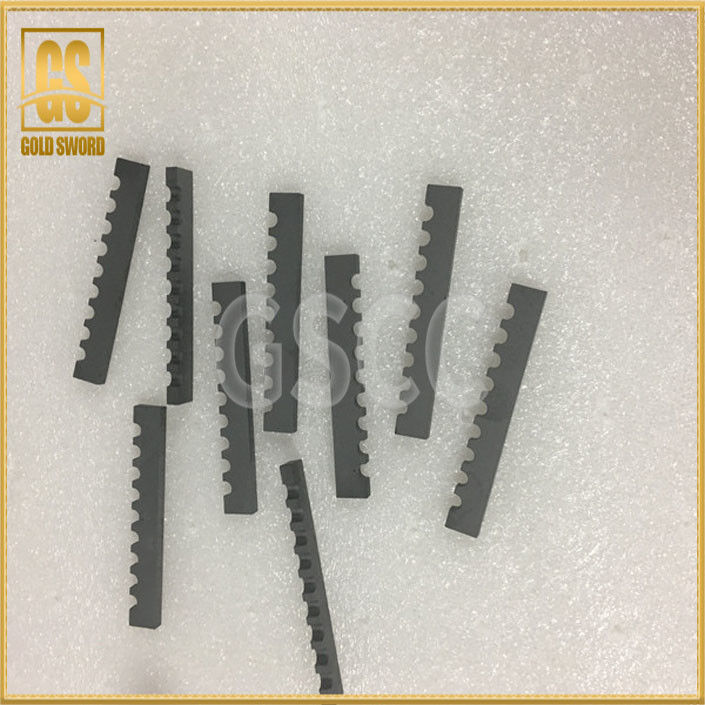
製品の説明
複数の歯のストリップ、炭化物型はプロダクト、注文の定形プロダクトをカスタマイズした
タングステン鋼鉄合金型プロセスの導入:
1. タングステン鋼鉄丸棒および他の注文の定形プロダクトは低圧の焼結の技術を採用し、質は安定し、信頼できる:高い焼結圧力は力100つのkgに達しよいdensificationの高硬度そして高力ブランクを得るために炭化物の内部気孔は効果的に除去することができる。高度の温度調整システムは効果的に質の変動を減らすことができる。
2. 自動圧力救助の放出装置を使うと、さまざまなタイプの棒は作り出すことができる。
3. 良粉砕ミラーの効果を達成する棒材料:CNCの粉砕機の使用は取除き、終わるために表面を磨くことの間にすぐに損傷の層を発生した改良しミラーの効果を達成できる。精密粉砕棒材料:直径の許容D≤±0.03長さの許容L≤±0.5。
超硬合金型の生産の特徴:
1. 単一部分、多数の生産、タングステン鋼鉄合金型は長命の特別なプロセス用機器、各型ある特定の型の生産は単一部分であることを定める作り出さないことができる精密部品、および形、サイズしか、多数の変化生産の性質である。
2. 型の処理は機械化、精密およびオートメーションの方に成長している
3. 型の生産周期は客観的に短いように要求される。現在、新製品および市場競争の改善の加速が原因で、型の生産周期は客観的により短く、より短いように要求され型の生産管理、設計および写真製版法は客観的な条件を満たすべきである。
4. タングステン鋼鉄合金型の生産の大ぞろい。ある特定の部分は多数型が処理するように要求するとき各組の型は頻繁に互いを含み、影響を与える。最終製品だけ、型のこのセット修飾される修飾される。従って、この特徴は生産および計画の整理で十分に考慮されなければならない。
空白プロダクト許容範囲
| 厚さ | 幅 | 長さ | |||
| サイズ | 許容 | サイズ | 許容 | サイズ | 許容 |
| 1~3 | 0~+0.3 | 4~6 | 0~+0.2 | 5~30 | 0~+0.5 |
| 3~5 | 0~+0.4 | 6~10 | 0~+0.3 | 30~60 | 0~+1 |
| 5~8 | 0~+0.5 | 10~15 | 0~+0.4 | 60~100 | 0~+1.5 |
| 8~12 | 0~+0.8 | 15~20 | 0~+0.5 | 100-150 | 0~+2 |
| 12~15 | 0~+1 | 20~25 | 0~+0.8 | 150~200 | 0~+2.5 |
| >15 | 0~+1.2 | 25~30 | 0~+1 | 200~250 | 0~+3 |
| 30~40 | 0~+1.5 | 250~300 | 0~+4 | ||
| 40~50 | 0~+2 | 300~350 | 0~+5 | ||
| 50~80 | 0~+3 | 350~450 | 0~+8 | ||
| >80 | 0~+5 | >450 | 0~+10 | ||
| 1つは、通常の指定の平面の変形量0.3mm以下ないし、側面のそれは0.5mm以下ない | |||||
| 2の厚さ <2mm> | |||||
![]()
![]()
![]()
![]()
![]()